

1 加工工艺原理与流程
耐热聚乙烯管材的加工通常会先以中密度聚乙烯单体与辛烯单体为材料,加入茂金属作为催化剂将二者聚合,形成特殊的线型中密度乙烯共聚物,之后加入一定剂量的助剂,就可以将乙烯共聚物塑化,并在模具中挤出圆形断面的热塑性加热管,得到加热管后按照设计标准尺寸将其放入相应的定径套中洒水冷却,就可以得到成型的耐热聚乙烯管材。从加工流程上来看,耐热聚乙烯管材的加工可以大致分为原料添加、挤出、真空定径、喷淋冷却、高速牵引、切割和质检几个步骤,在质检阶段,如管材尺寸规格、质量性能均符合相关标准要求,可以将其盘卷打包入库,如质检不合格,则应将管材粉碎并作为回制料加入到原料之中。
2 原料选用
耐热聚乙烯管材的原料生产技术难度较高,其产品主要包括美国陶氏、韩国SK、欧洲道达尔等,不同品牌的产品在整体质量上并不存在太大差异,加工时可以根据实际情况进行选择,但在原料的物理性能控制上,需要重点关注熔融指数、密 度、拉伸屈服度、拉伸断裂应力、断裂伸长率、导热系数和热膨胀系数等几项指标,并按照相关标准对原料的多项物理性能指标参数进行严格把关。例如原料密度通常应在0.93以上,导 热系数与热膨胀系数分别应稳定保持在0.4 wt/m-k, 1.85 10-4/Ko。
PERT材料介绍 PERT-Ⅰ是由低密度聚乙烯(LDPE)或中密度聚乙烯(MDPE)来聚合生成 ,PERT-Ⅱ是由高密度聚乙烯(HDPE)来聚合生成II型耐热聚乙烯的。
预测静液压强度曲线出现拐点的为PERT一代,未出现拐点的为PERT二代。通俗讲就是二代管的耐压强度高于一代管,二代管的允许使用压力比一代管高。(拐点即环应力的急剧下降)
| 项目 | PERT-Ⅰ | PERT-Ⅱ |
| 原料 | 低密度聚乙烯 中密度聚乙烯 |
高密度聚乙烯 |
| 预测静液压强度曲线 | 出现拐点 | 未出现拐点 |
| 壁厚 | 相对厚 | 相对薄 |
二代管可以在壁厚更薄的条件下达到更强的耐压性,并且热损失更小。
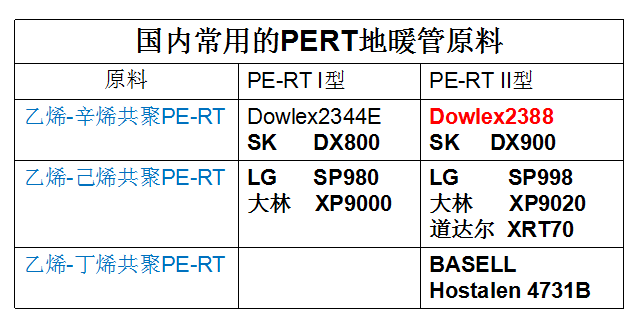
目前还没有国内企业自主研发出PERT二代原料,而二代原料以陶氏2388最为著名。
3 废料处理
在耐热聚乙烯管材的加工生产过程中,不可避免地会产生下线废料(不合格管材),这些下线废料虽然因质量、规格等方面问题而无法直接投入使用,但由于耐热聚乙烯管材本身具有可回收特点,因此可在生产管材的同时对洁净的下线废料进行收集,并定期统一进行粉碎处理,处理后的粉碎材料可极少量地加入到加工生产原料中,具体添加量应控制在原料总量的10%以内,以保证管材的长期安全性。
4 下料操作
耐热聚乙烯管材虽然加工环节较多,但加工生产速度却比较快,因此为保证管材的成型稳定性,必须要在下料阶段采用强制进料系统,对下料段进行强制冷却与开槽处理,这样一来,挤出机的进料速度与进料密实度能够保持稳定,下料段温度也可以控制在80℃-100℃,基本不会出现管材内壁厚度不均、管材与定径套黏连的情况。
5 温度与主机速度控制
经过强制冷却处理后,耐热聚乙烯管材原料虽然在下料时温度比较稳定,但在之后的加工过程中,其温度却很容易出现变化,因此加工时必须要对直接与原料接触的加工设备进行严格的温度控制,以免因温度变化过大而影响管材成型。例如在原料塑化阶段,料筒温度应控制在190℃- 205℃, 并根据加热段数对温度进行缓慢提升;而在管材挤出阶段, 则需要将挤出机连接体的温度控制在200℃-205℃; 口模温度需要根据管材成型情况及外观亮度决定,但通常应控制在190℃- 215℃。另外,对于主机的设计应采用独立衬套结构, 同时以高效率变频电机为动力,提升主机运行的平稳性,转速一般应达到150 RPM,这样才能够保证管材的稳定、高速挤出。
6 熔体压力控制
受耐热聚乙烯材料的分子量分布的特点影响,管材加工时对于熔体压力同样有非常严格的要求。一方面,由于耐热聚乙烯材料的分子量较为密集,弹性模量也比较高,因此在 熔体压力较大的情况下,一旦管材变形幅度过大,那么在材料弹性恢复程度小、恢复速度快的情况下,管胚就很容易出现表面粗糙、离模膨胀和表面开裂等情况,因此必须要将熔体压力控制在35MPa以下。另一方面,熔体压力与耐热聚乙烯管材的融合线消除度、密实度、挤出稳定性密切相关, 如果熔体压力不足,那么管材同样容易出现融合线明显、密实度不足等问题,因此熔体压力还需在20MPa以上。
3.7 真空度控制
在耐热聚乙烯管材的加工中,真空度通常与管材的公称外径标准与管系列值相关,因此加工时必须要提前对管材的公称外径与管系列值进行了解,在确定参数标准后,再选择合适的真空度进行加工。一般来说,耐热聚乙烯管材加工的真空度都会保持在-0.02MPa – 0.04MPa,如果管材公称外径较大或管系列值较小,可以适当提升真空度,反之应适当降低真空度。
3.8 管材焊接
耐热聚乙烯管材的常用焊接工艺主要分为热熔承插焊接与热熔对接焊接2种,其中,热熔承插焊接需要注意对热熔机温度进行控制(通常应在250℃- 260℃),并把握好管材承插时间、承插速度以及从模头中的拔出时机,其中拔出时机应以达到承插深度为准。而热熔对接焊接则需要先将需要对接的管材准确固定在指定位置,之后铣平管材端面并进行焊机加热板的预热,开始热熔对接后需要注意观察焊接处的管材卷边情况,控制好卷边厚度以及两端的融合程度。达到焊接要求后,则可移开加热板加力,待两端完全成为一体, 再解开固定装置,完成焊接。
评论